
- Номинално напрежение: AC220V50/60Hz
- Нетно тегло на машината: 68 кг 50 кг
- Максимална мощност: 1800W
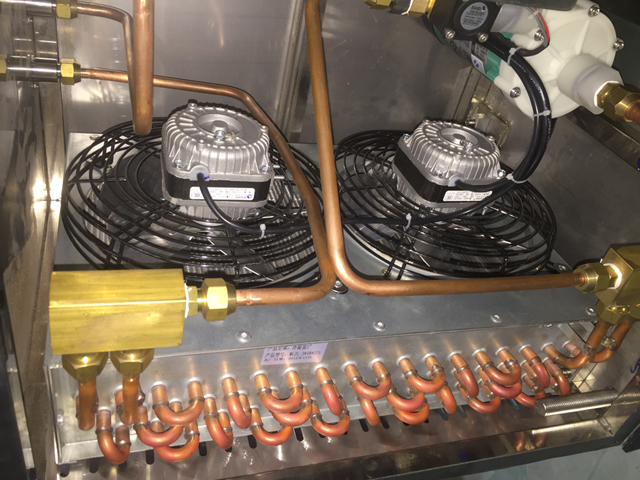
- Метод на охлаждане: Cool Air/Water двойно охлаждане
- Диаметър на запечатване: φ15-75mm 15MM-45MM 30MM-60MM
- Височина на бутилката: 20-180 мм
- Методи на работа: продължете да работите
- Обхват на приложение: Голяма част от производството
- Скорост на запечатване: 0-200 бутилки/мин
- Размер на опаковката: 1600*450*1500 мм
- Размер на генератора: 1450*410*1300 мм
Линията включва две основни машини като индукционна машина за запечатване и вградена машина за затваряне;
Машините са подходящи за затваряне и запечатване на медицински бутилки, които се използват в лабораторията за аналитични агенти. Цялата линия може да бъде оборудвана със спомагателно оборудване като въртяща се маса за бутилки или функция за партидно кодиране.
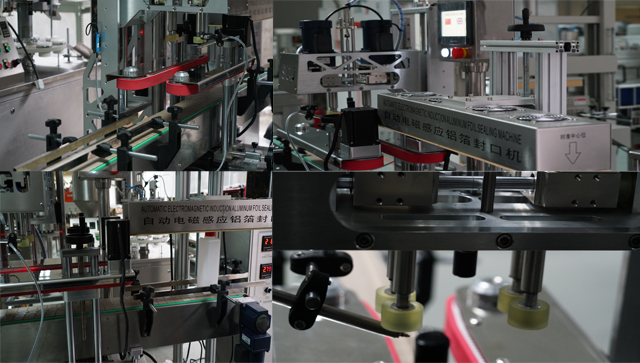
Както по-долу има основни данни съответно за машините:
Индукционното запечатване, известно още като запечатване на капачки, е безконтактен метод за нагряване на вътрешно уплътнение за херметично запечатване на горната част на пластмасови и стъклени контейнери. Този процес на запечатване се извършва, след като контейнерът е напълнен и запушен.
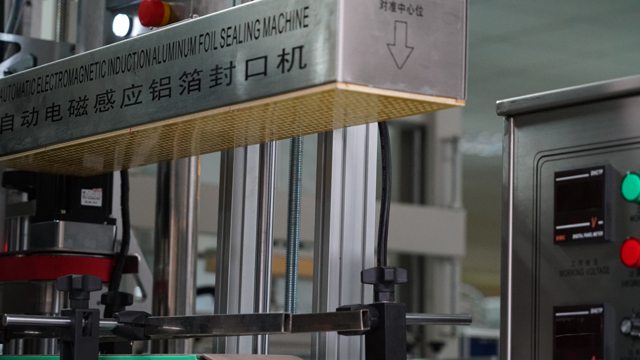
Технологията на електромагнитно индукционно запечатване с композитни материали е усъвършенстваният метод за запечатване, признат от света сега, и неговата характеристика на безконтактно нагряване е подходяща за запечатване на пластмасови бутилки (PP, PVC, PET, ABS, HDPE, PS и DURACON) , стъклена бутилка и различни композитни пластмасови маркучи, така че в момента това е най-модерната технология за запечатване на бутилки за индустрии като фармация, храни, мазнини, ежедневна химия, битова химия и селскостопанска химия.
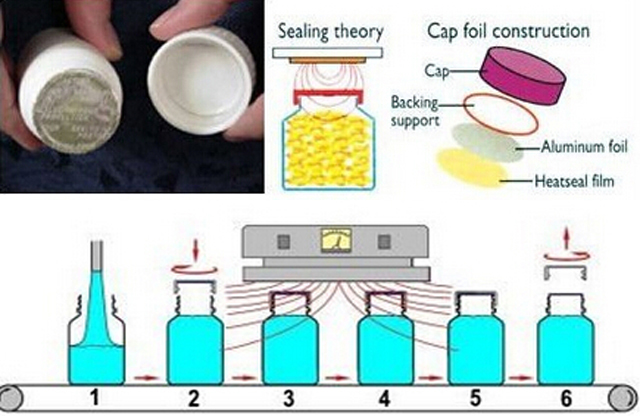
Принцип на работа и как работи
Запушалката се доставя на бутилиращата машина с вече поставен слой от алуминиево фолио. Въпреки че има различни облицовки, от които да избирате, типичната индукционна обвивка е многопластова. Най-горният слой е хартиена маса, която обикновено е залепена на място към капачката. Следващият слой е восък, който се използва за свързване на слой алуминиево фолио към целулозата. Долният слой е полимерен филм, ламиниран върху фолиото. След поставяне на капачката или запушалката контейнерът преминава под индукционна бобина, която излъчва осцилиращо електромагнитно поле. Когато контейнерът минава под индукционната бобина (запечатващата глава), проводящата обвивка от алуминиево фолио започва да се нагрява поради вихрови токове. Топлината разтапя восъка, който се абсорбира в подложката от целулоза и освобождава фолиото от капачката. Полимерният филм също се нагрява и се стича върху ръба на контейнера. Когато се охлади, полимерът създава връзка с контейнера, което води до херметически затворен продукт. Нито контейнерът, нито съдържанието му са засегнати отрицателно; Генерираната топлина не уврежда съдържанието.
Възможно е прегряване на фолиото, причиняващо повреда на запечатващия слой и на всякакви защитни бариери. Това може да доведе до дефектни уплътнения, дори седмици след първоначалния процес на запечатване, така че правилното оразмеряване на индукционното запечатване е жизненоважно за определяне на точната система, необходима за работа на конкретен продукт.
Запечатването може да се извърши както с ръчно устройство, така и с конвейерна система.
По-скорошна разработка (която е по-подходяща за малък брой приложения) позволява използването на индукционно запечатване за поставяне на фолио върху контейнер без необходимост от затваряне. В този случай фолиото се доставя предварително нарязано или на макара. Когато се доставя на макара, той се нарязва и се прехвърля върху гърлото на контейнера. Когато фолиото е на място, то се притиска надолу от уплътнителната глава, индукционният цикъл се активира и уплътнението се залепва към контейнера. Този процес е известен като директно приложение.
рисуване
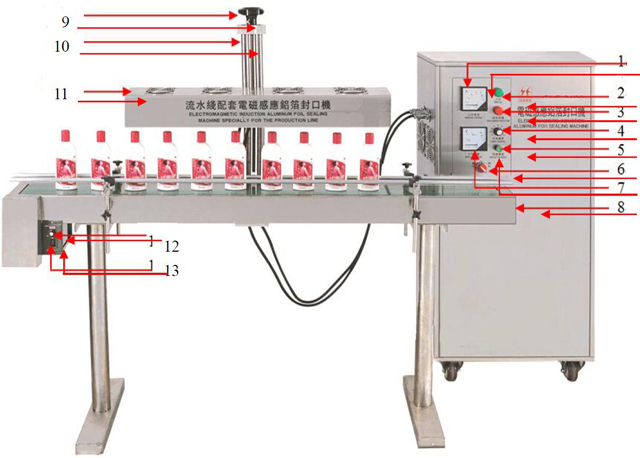
- Амперметър: Показва текущото състояние по време на работа на цялата машина.
- Индикатор за работа: Показва изключителното работно състояние
- Индикатор за свръхток: показва ненормалното работно състояние.
- Контрол на мощността: контролер на мощността.
- Нулиране на защитата: Възстановете нормалното работно състояние.
- Превключвател на захранването: Контролира мощността на цялата машина.
- Волтметър: Показва състоянието на напрежението по време на работа на цялата машина.
- Конвейер: транспортиране на бутилки.
- Ръчно колело: настройки за различните размери на височината на бутилките.
- Рафтове за повдигане: Използва се за фиксиране и повдигане или падане на височина и ниска функция на запечатващата глава.
- Запечатваща глава: Загрява и запечатва алуминиевото фолио в капачката на бутилката.
- Скоростта на регулиране: скоростта на регулиране на бутона за работа на конвейерната лента.
- Превключвател за стартиране: Превключвател за управление на конвейера.

- Номинално напрежение: AC220V50/60Hz
- Нетно тегло на машината: 68 кг 50 кг
- Максимална мощност: 1800W
- Метод на охлаждане: Cool Air/Water двойно охлаждане
- Диаметър на запечатване: φ15-75mm 15MM-45MM 30MM-60MM
- Височина на бутилката: 20-180 мм
- Методи на работа: продължете да работите
- Обхват на приложение: Голяма част от производството
- Скорост на запечатване: 0-200 бутилки/мин
- Размер на опаковката: 1600*450*1500 мм
- Размер на генератора: 1450*410*1300 мм
Използвайте метода на машина за индукционно запечатване

- Регулиране на размера на бутилките по височина: Поставете бутилката под "запечатващата глава", регулирайте "ръчното колело", уверете се, че разстоянието между дъното на "запечатващата глава" и лицето на капака на бутилката е около 1-3 mm, завъртете "превключвателя за стартиране" на "включено", така че транспортната лента да започне да работи и да остави бутилките да преминат през лентата, за да проверите дали докосват запечатващата глава. Най-малкото разстояние без трудно е най-доброто.
- Регулирайте скоростта на транспортната лента с "контрол на скоростта". Запечатването с алуминиево фолио е свързано със скоростта на лентата и мощността. Поставете няколко бутилки на колана, включете "превключвателя на захранването" и направете теста за запечатване. Операцията официално започва, след като бутилките са здраво запечатани.
- Изчакайте плавното стартиране при зареждане и започнете запечатването 30 секунди по-късно, когато след амперметърът покаже 3,2 A.
- Изключете „превключвателя на захранването“ и „превключвателя за стартиране“ при изключване на машината.
Вградена машина за затваряне:
- Производствен капацитет: 40-60 капачки /мин
- Размер на капачката: 10-50/35-140мм
- Диаметър на бутилката: 35-140 мм
- Височина на бутилката: 38~300 мм
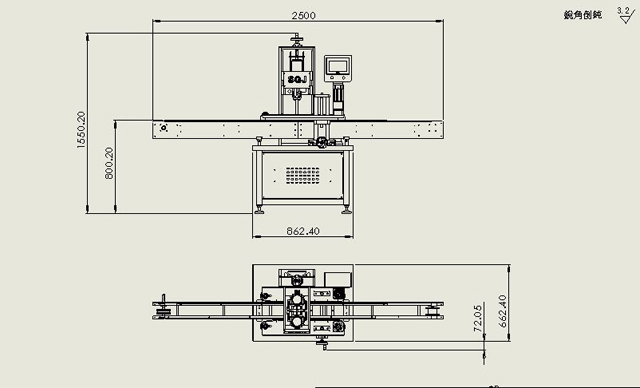
- Размер (Д×Ш×В): 1000×800×1200 мм
- Тегло: 350 кг
Чертеж на вградена машина за затваряне
| 1 | Бутилки | 2 | Фиксиране на бутилки |
| 3 | Дръжка за регулиране на позицията | 4 | Триеща ролка |
| 5 | Модул за позиция на удара | 6 | Цилиндър за пресоване на капачки |
| 7 | Дръжка за позициониране | 8 | Модул за регулиране на капачката |
| 9 | Запушващ цилиндър | 10 | Мотор за затваряне |
| 11 | Контролна кутия | 12 | Ръчно колело |
Регулиране на тавана от А до Я

Регулиране на фиксирането на бутилки
1. Разхлабете дръжката (3)
2. Поставете предварително фиксираните бутилки (1)
3. Очна ябълка, ако центърът на капачката съвпада с центъра на цилиндър (9); след като съвпадне фиксирайте дръжката (3)
Регулиране на височината на капачката﹒
1. Разхлабете дръжката (7)
2. Регулирайте дръжката (12), за да направите долното разстояние на фрикционното колело за затваряне (4) на 2 mm до дъното на капачките, фиксирайте дръжката (7)
Регулиране на пропуските при триене на капачката:
1. Затворете източника на въздух
2. Поставете фиксиращите капачки между фрикционните колела (4)
3. Приближете капачките, като преместите фрикционното колело (4), за да регулирате винта на модула на хода (5) (двете страни трябва да са симетрични чрез измерване на очна ябълка). Десният фас трябва да бъде 2 mm до 3 mm за всяка страна;
Регулиране на височината на затварящия цилиндър (Според образци на капачки)
1. Разхлабете винта (8), накарайте затварящия цилиндър (9) да изпъкне;
2. Оставете разстоянието 1 mm-2 mm от запушващата гайка до върховете на капачките
3. Затегнете винта (8)
Регулиране на скоростта на затварящия цилиндър
1. Свържете захранващото захранване и източника на въздух, за да регулирате настройката за налягане на въздуха (стандартно 0,74mpa-0,6Mpa)
2. Регулирайте времето за затваряне и интервала за затваряне (стандартни 1s до 1,5s) изберете състоянието като Manual, насочете превключвателя на педала, за да регулирате пневматичната скорост на фрикционното колело ляво-дясно, накрая трябва да направи скоростта и при двете скорости на еднакво ниво ;
3. Регулирайте скоростта на затварящия цилиндър.
Тестване на работа на машината
1. Извадете един продукт за тестовия цикъл на затваряне; Ремонтирайте уплътнителя според ефекта на затваряне;
2. Регулирайте въртящия момент според силата на усукване.
Бутилки Мостри за запечатване на капачки

Може да ви хареса
 Автоматична ротационна машина за вакуумно затваряне на стъклени буркани с двойна глава
Автоматична ротационна машина за вакуумно затваряне на стъклени буркани с двойна глава- Етикетираща машина за запушване на тапи за пълнене с масло за електронни цигари
- Автоматично настолно оборудване за етикетиране на малки кръгли бутилки със самозалепващо се етикетче
- Полуавтоматична машина за набиване на плоски етикети за пластмасови бутилки
- Полуавтоматична машина за етикетиране на кръгли стъклени бутилки червено вино
- Ръчна настолна ултразвукова машина за рязане на пластмасови меки тръби
- Автоматична ротационна машина за затваряне на прахообразно пълнене Milk Pharma
- Оборудване за автоматично етикетиране с термосвиваем ръкав с тунел за свиване на пара
- Високоскоростно мехлем, крем, лосион, паста, оборудване за пълнене на тръби
- Полуавтоматично оборудване за пълнене на нагряване на сос от черен пипер и мед









