
- Модел: VK-TFS-005U
- Захранване: AC220V 50/60HZ една фаза
- Консумирана мощност: 2.6Kw
- Работно налягане на въздуха: 0,6Mpa
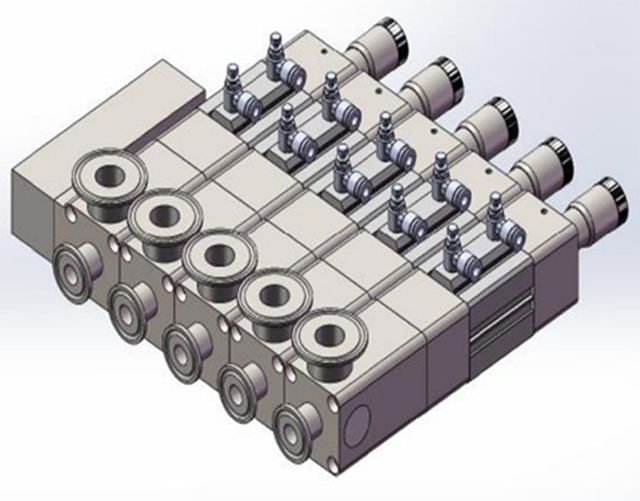
- Помпа за пълнене: 5 комплекта керамични помпи
- Подходящ материал: продукти, подобни на есенция или вода
- Подходящ материал за тръба: PE (трябва първо да получите проби от лентови тръби за машинен тест)
- Обхват на пълнене: 0,3-10 ml Точност на пълнене: ±0,5%
- Макс. Дължина на запечатване: 140 мм Макс. височина: 120 мм
- Капацитет: 15-20 тубички/мин
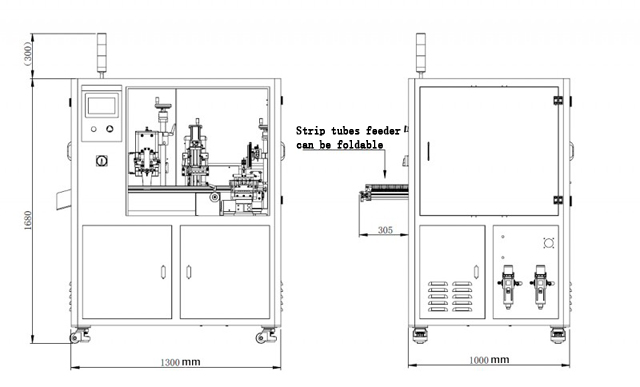
- Размер: 1300*1300*1950мм
- Размер на опаковката: 1450*1350*1890 мм
- Тегло бруто: 514 кг
- Код по ХС: 84223090
Машините за запечатване на пластмасови тръби се използват в производствена линия за херметично запечатване на пластмасови тръби, съдържащи различни течни или гелообразни продукти, включително хранителни съставки, козметика, лепила и фармацевтични кремове и лекарства.
Пластмасовите тръби се запечатват по няколко начина в зависимост от вида на материала на тръбата и продукта, който се съдържа в тръбата. Методите за запечатване включват запечатване с горещ въздух, ултразвуково запечатване, импулсно запечатване и опции за запечатване с гореща челюст.
Например, композитните тръби са направени с комбинация от тънки алуминиеви и пластмасови материали, наслоени заедно, за да образуват здрава, гъвкава тръба. Тези видове туби обикновено се използват като туби за паста за зъби, които вероятно са най-популярните видове туби, закупувани всеки ден от потребителите от магазини и супермаркети.
Основни параметри

- Модел: VK-TFS-005U
- Захранване: AC220V 50/60HZ една фаза
- Мощност: 2.6Kw
- Работно налягане на въздуха: 0,6Mpa
- Помпа за пълнене: 5 комплекта керамични помпи
- Подходящ материал: продукти, подобни на есенция или вода
- Подходящ материал за тръба: PE (трябва първо да получите проби от лентови тръби за машинен тест)
- Обхват на пълнене: 0,3-10 мл
- Точност на пълнене: ±0,5%
- Макс. Дължина на уплътнението: 140 мм
- Макс. височина: 120 мм
- Капацитет: 15-20 тубички/мин
- Размер: 1300*1300*1950мм
- Размер на опаковката: 1450*1350*1890 мм
- Тегло бруто: 514 кг
- Код по ХС: 84223090
- Корпус на машината: неръждаема стомана 304#
Работният процес за пълнене и запечатване на тръби
Празните туби се транспортират до машина за пълнене на туби с отворен край и се държат в бункер за автоматизирано подаване в машината за пълнене. В някои случаи епруветките с отворен край могат да се добавят ръчно към машините за пълнене за по-малки тиражи и производство на пробни проби. Някои производствени линии използват високоскоростни роботизирани машини за зареждане на туби в шайбите на машината за пълнене.
След като тръбата е поставена изправена с отворен край нагоре в шайба, дюза се спуска в отворения край на тръбата, за да издуха йонизиран въздух в тръбата, за да отстрани остатъците, които след това се отстраняват чрез вакуум.
След това тубата е готова за пълнене и дюза ще се спусне в отворения край на тръбата, за да разпредели продукта чисто, като се поддържа почти на нивото на продукта в тръбата, за да се избегне контакт с продукта и да се запази зоната на запечатване на тръбата е чиста и без никакви пръски от продукта.
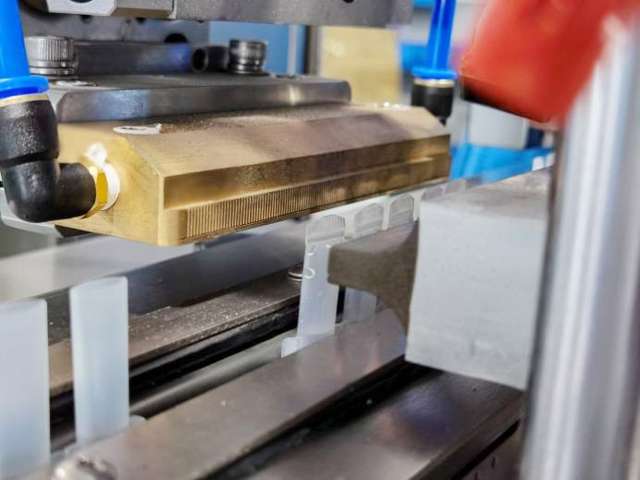
След като тръбата се напълни с правилното количество продукт, тя ще бъде преместена в машина за запечатване на пластмасови тръби, където горещ въздух внимателно се продухва около отворения край на тръбата, за да омекоти пластмасата.
След това тръбата ще продължи да бъде запечатана, където запечатващите челюсти ще захванат заедно топлите пластмасови стени на тръбата. Тъй като краят на тръбата е бил загрят от горещ въздух, двете стени ще бъдат заварени заедно, като двете страни ще останат заедно и тръбата ще бъде затворена.
Челюстите за горещо запечатване често могат да бъдат снабдени с щампи със сменяеми знаци за отпечатване на партиден код, дата на създаване или дата на използване до/срок на годност в гофрирания пластмасов печат.
След това тръбата ще продължи да бъде подрязвана, където всяка излишна пластмаса ще бъде отрязана от уплътнението, за да се остави чист естетически вид и завършек на тръбата. След това готовите тръби могат да преминат към проверка, преди да бъдат опаковани в други опаковки, като кутии или маркови опаковки.
Основни части:

Сензорен панел: WEINVIEW, Китай Тайван
Фотоелектрически превключвател: Omron, Япония
Машина PLC: Mitsubishi Japan
Керамични помпи сензорен екран и PLC: Coolmay Китай
Серво мотор и драйвер: Личуан Китай
Стъпков двигател и драйвер: Leadshine Китай
Цилиндър и електромагнитен клапан: AirTac TaiWan
Характеристики



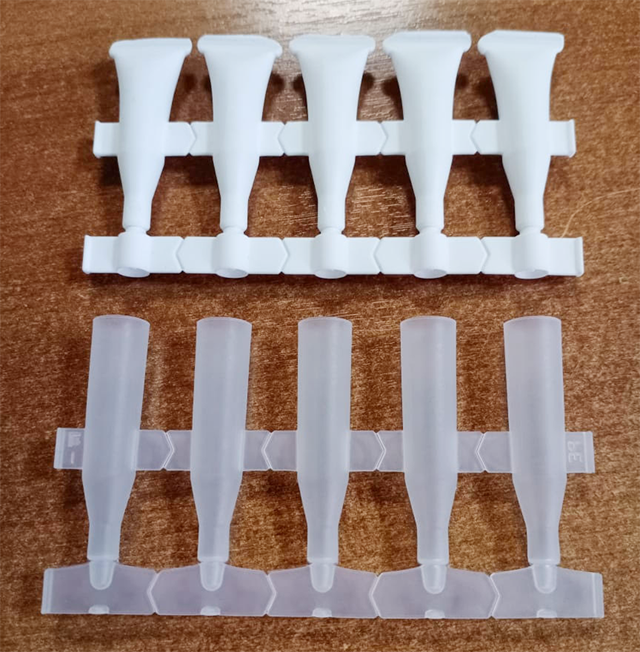
- Машината е специално проектирана за туби 5 в 1, подходяща за масово производство на туби 5 в 1.
- Ръчно подаване на туба, автоматично пълнене, запечатване, подрязване на краищата.
- Приема ултразвукова технология за запечатване, няма нужда от време за загряване, по-стабилно и чисто запечатване, без изкривяване и нисък процент на отхвърляне под 1%.
- Независима научноизследователска и развойна дейност за цифрова ултразвукова автоматична електрическа контролна кутия, без нужда от ръчно регулиране на честотата, с функция за автоматична компенсация на мощността, избягвайки намаляване на мощността след продължителна употреба. Може свободно да регулира мощността въз основа на материала и размера на тръбата, стабилна и минимална честота на грешки, удължаване на живота в сравнение с нормалната електрическа кутия.
- PLC със система за управление със сензорен екран, осигуряваща лесна работа.
- Изработен от неръждаема стомана 304, устойчивост на киселини и основи, устойчивост на корозия.
- Стандартно оборудван с перисталтична система за пълнене с помпа, висока точност на пълнене и подходящ за пълнене с течности.
- Без тръба, без пълнене, без тръба, без функция за запечатване, което намалява загубата на машина и плесен.
- Системата за индексиране на Cam може да позиционира точно за шест работни станции.
Мостри


Как работи ултразвуковото заваряване (запечатване)?
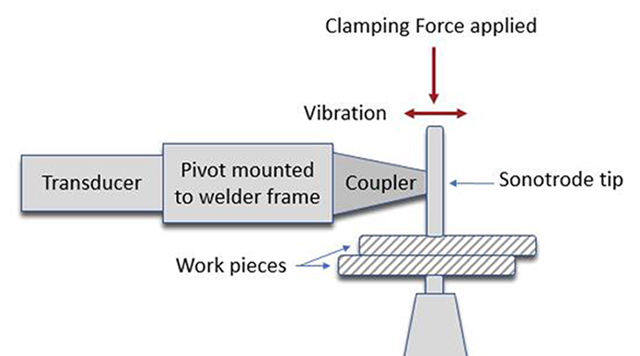
Ултразвуковото заваряване е процес, използван за свързване на две пластмасови части заедно, за да се образува здрава, завършена сглобка. Процесът разчита на високочестотни (ултразвукови) вибрации, които се генерират и прилагат към частите чрез клаксон. Заваряването възниква, когато вибрациите се абсорбират в интерфейса между двете части, генерирайки триене и причинявайки топене на пластмасата. Ултразвуковите вибрации се генерират от поредица от компоненти, включително захранване, преобразувател, усилвател и клаксон, който в крайна сметка доставя механичната вибрация към частите.
Ролята на захранването е да преобразува входящото мрежово напрежение (при 50 или 60Hz) в нова честота. След това тази електрическа енергия се изпраща към преобразувателя, който, както подсказва името, преобразува електрическата енергия в механични вибрации. Преобразувателят се състои от пиезоелектрични керамични дискове, които се разширяват и свиват със скоростта на подаваната електрическа енергия. Големината на вибрациите се нарича амплитуда, термин, който става много важен при определяне на ултразвукова система за дадено приложение. След това вибрациите се предават през усилвателя, който обикновено увеличава амплитудата с предварително определено кратно, известно също като усилване. Накрая, изходната амплитуда на бустера се предава през клаксона, където след това може да бъде доставена до пластмасовите части. Комбинацията от конвертор, усилвател и клаксон обикновено се нарича ултразвукова стека.
За да предаде вибрациите на частите, купчината се поставя в задвижващ механизъм, механична система, която прилага следващия критичен елемент на ултразвуковото заваряване: сила. Задвижващият механизъм може да се състои от пневматичен цилиндър или друго средство за задвижване за задвижване на купчината надолу към детайла. Задвижващите механизми често съдържат други сензори и устройства, като линейни енкодери или динамометрични клетки, за осигуряване на обратна връзка по време на заваряването. Задвижващият механизъм задвижва клаксона надолу към частта и прилага сила, докато се постигне сила на задействане; в този момент се прилага ултразвук. След това вибрациите се доставят към частите, където се фокусират върху триъгълна перла от материал – известна като „енергиен режисьор“ – която може да се счита за жертвен стопен материал в заваръчното съединение. След като материалът се разтопи, ултразвуковите вибрации се прекратяват и задвижващият механизъм продължава да натиска, докато пластмасата се втвърди и се образува силна връзка. Целият процес на заваряване, от началото до края, обикновено завършва за една до две секунди.
Както споменахме, един от най-важните елементи на ултразвуковото заваряване е амплитудата (вибрациите), която купчината осигурява. Причината за това е, че някои пластмаси изискват по-голяма амплитуда за заваряване от други. Аморфните полимери (ABS, поликарбонат, полистирен) обикновено изискват ниска амплитуда, докато полукристалните (найлон, полипропилен) изискват значително по-голяма амплитуда за заваряване.
Опитен инженер по приложенията винаги може да работи, за да определи правилната честота и избор на инструменти за даден монтаж и тип материал.
Ултразвуковото заваряване е широко разпространен метод за сглобяване в производството на пластмаси за различни приложения за сглобяване на компоненти на всички основни пазари: медицина, B&CE, автомобилостроене, уреди, нетъкан текстил, опаковки и др. Предимствата на ултразвуковото заваряване включват кратко време на цикъл, високоякостни връзки и елиминиране на консумативи (т.е. лепила). Когато обмисляте дали ултразвуковото заваряване е подходящо за приложение, най-добре е да се консултирате с опитен инженер по приложения, за да определите подходящия метод на сглобяване.

Може да ви хареса
 Ротационна течна малка бутилка с етерично масло за пълнене Бутилираща линия за затваряне
Ротационна течна малка бутилка с етерично масло за пълнене Бутилираща линия за затваряне- Автоматична машина за етикетиране на торби с плоска повърхност, карти
- Автоматична линейна машина за пълнене на бутилки от пенообразно стъкло
- ROPP Стъклени бутилки за вино Алуминиеви капачки Оборудване за затваряне на винт
- Полуавтоматично пневматично оборудване за пълнене на масло и течен крем с бункер
- Полуавтоматична пневматична настолна машина за кримпване на стъклени бутилки за парфюми
- Автоматизирана машина за етикетиране на Ropp за пълнене със зехтин
- Автоматична машина за етикетиране на пластмасови меки тръби със система за подаване на тръби
- 502 Супер машина за пълнене с лепило, въртяща се машина за пълнене с течно лепило
- Автоматична машина за затваряне на пълнене с линейна кофа за претегляне на фъстъчено масло









